



Новинки компании Ремэкс



Новые партии товаров на складах компании Ремэкс






Материалы для наружной рекламы
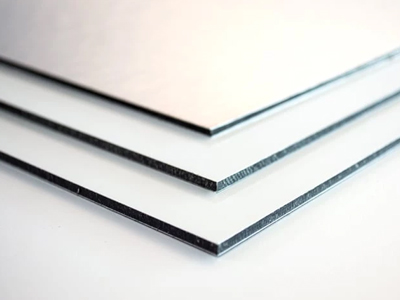
Компания «Ремэкс» поставляет материалы для наружной и интерьерной рекламы, дизайна и строительства. Продукция, предложенная в нашем ассортименте, предназначена для оформления наружных конструкций и помещений. Компания реализует самоклеящиеся пленки, баннерную ткань, акриловые стекла, полистирол, композит и другие листовые материалы, профили, крепежи и прочие изделия. Приобрести материалы для наружной рекламы возможно в г. Москве, Московской области (г. Реутов) и Санкт-Петербурге. Также мы организуем доставку в регионы.
Основные направления
Производители рекламы, дизайнеры, оформители различных мероприятий и выставок нередко нуждаются в особых специальных рекламных материалах.
Различные расходные материалы — профильное направление деятельности компании «Ремэкс».
Более двадцати пяти лет «Ремэкс» занимается поставками для участников отечественного рынка рекламы. Мы готовы предложить покупателям товар для любых рекламных нужд.У нас возможно купить продукцию высокого качества, используя которую Вы осуществите изготовление надежных конструкций рекламного и другого назначения.
Наши пленки, баннеры и ткани подходят для печати, а листовые пластики характеризуются прочностью и стойкостью. Это превосходные материалы для рекламы с продолжительным эксплуатационным сроком.
Перейти в каталог




